.png)

Synergické řízení u MIG/MAG svářeček a parametr označovaný jako indukčnost (někdy „dynamika oblouku“) patří k nejčastěji diskutovaným, ale také nejméně přesně chápaným funkcím moderních zdrojů. Přesto mají zásadní vliv na stabilitu oblouku, množství rozstřiku, zvuk svařování i konečný vzhled housenky.
Synergické MIG/MAG vs. manuální nastavení
U manuálního MIG/MAG svařování svářeč samostatně nastavuje:
-
svařovací napětí,
-
rychlost podávání drátu,
-
případně indukčnost či dynamiku oblouku.
Každá změna jednoho parametru ovlivňuje ostatní. Nesprávná kombinace často vede k nestabilnímu oblouku, vyššímu rozstřiku nebo nepravidelné housence.
Synergické MIG/MAG tento problém řeší pomocí předem definovaných charakteristik. Svářeč volí:
-
typ materiálu (např. konstrukční ocel, nerez),
-
průměr a typ drátu,
-
ochranný plyn,
-
svařovací proud (resp. tloušťku materiálu).
Zdroj automaticky dopočítá optimální napětí a tvar voltampérové charakteristiky. Svářeč má stále možnost jemného doladění – typicky pomocí synergické korekce nebo právě indukčnosti.
Výhodou synergického režimu je:
-
rychlé nastavení,
-
vysoká opakovatelnost,
-
menší závislost na zkušenostech obsluhy.
Manuální režim naopak nabízí maximální kontrolu, což ocení zejména technologové při ladění nestandardních aplikací.
Co je indukčnost a jak ovlivňuje oblouk
Indukčnost v MIG/MAG svařování ovlivňuje rychlost změny svařovacího proudu při zkratu drátu s lázní. Prakticky tedy určuje, jak „tvrdě“ nebo „měkce“ oblouk reaguje.
Nízká indukčnost
-
rychlý nárůst proudu,
-
kratší, agresivnější oblouk,
-
vyšší rozstřik,
-
ostřejší zvuk (praskání),
-
hlubší průvar.
Vysoká indukčnost
-
pomalejší nárůst proudu,
-
měkčí a delší oblouk,
-
méně rozstřiku,
-
klidnější, „syčivý“ zvuk,
-
širší a hladší housenka.
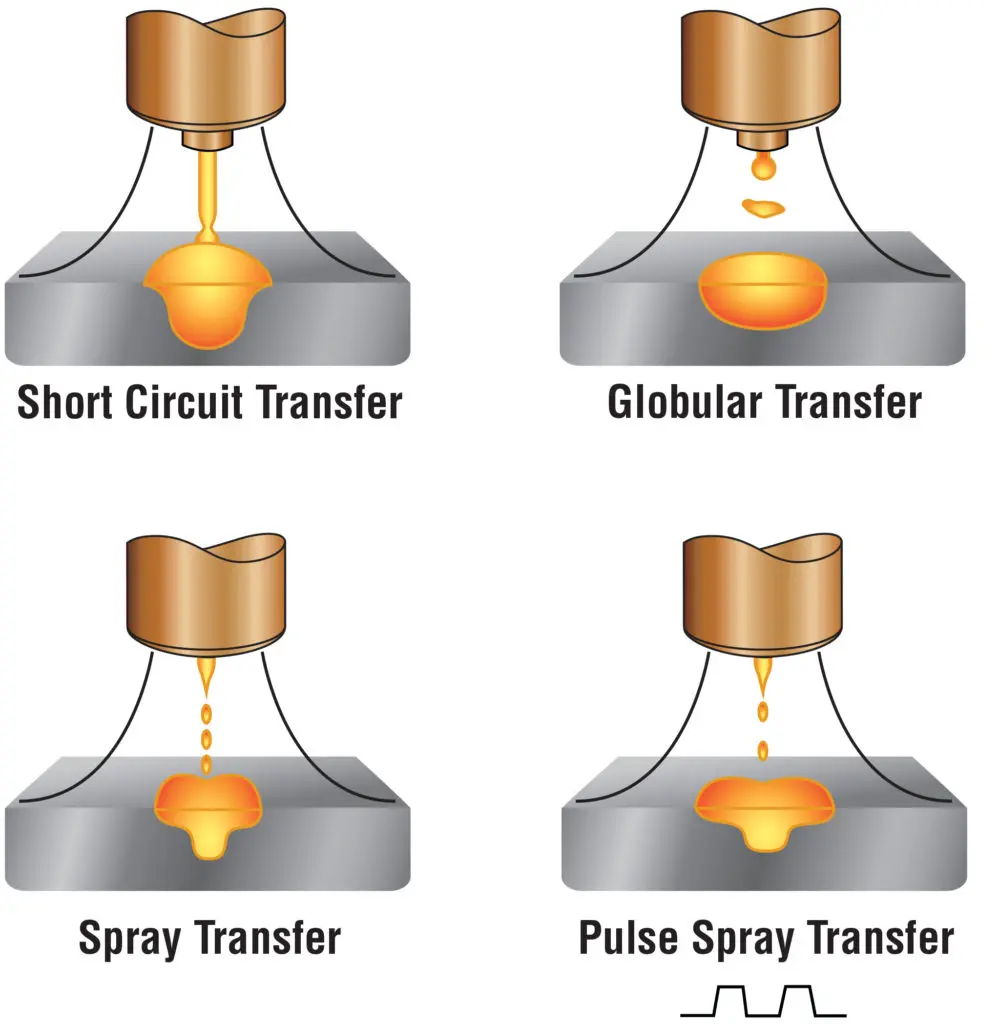
Indukčnost tedy přímo souvisí s charakterem přenosu kovu (zkratový, sprchový, pulzní) a je klíčovým nástrojem pro doladění svařovacího procesu.
Jak pomocí indukčnosti snížit rozstřik
Rozstřik vzniká především při nestabilním zkratovém přenosu. Zvýšením indukčnosti:
-
se prodlouží doba zkratu,
-
kapka se oddělí plynuleji,
-
sníží se prudké proudové špičky.
Výsledkem je čistší svar a menší potřeba následného čištění. Pozor však na extrémy – příliš vysoká indukčnost může vést k „rozplizlé“ housence a horší kontrole svarové lázně.
Doladění zvuku a vzhledu housenky
Zkušený svářeč dokáže podle zvuku okamžitě poznat, zda je oblouk nastaven správně. Ideální zkratový přenos má:
-
pravidelný, klidný zvuk,
-
minimální prskání,
-
stabilní lázeň bez výkyvů.
Úpravou indukčnosti lze:
-
zjemnit chod oblouku,
-
sjednotit šířku housenky,
-
zlepšit smáčení okrajů svaru.
V synergickém režimu se indukčnost často nastavuje relativně (např. -5 až +5), kde nula odpovídá tovární optimalizaci.
Tipy pro konkrétní dráty a plyny
Plný ocelový drát (G3Si1) + směs Ar/CO₂ (např. 82/18)
-
střední indukčnost,
-
důraz na stabilní zkratový přenos,
-
ideální pro konstrukční svařování.
Nerezový drát + Ar/CO₂ (např. 98/2)
-
mírně vyšší indukčnost,
-
měkčí oblouk pro lepší vzhled,
-
snížení rozstřiku a oxidace.
Trubičkový drát (bez plynu i s plynem)
-
nižší indukčnost,
-
stabilnější zapalování,
-
lepší kontrola lázně ve svislých polohách.
Doporučené spotřební díly
Správné nastavení synergického MIG/MAG a indukčnosti má smysl pouze tehdy, pokud jsou použity odpovídající spotřební díly:
-
kontaktní špičky správného průměru a materiálu,
-
průvlaky odpovídající typu drátu,
-
kvalitní plynové hubice zajišťující laminární tok plynu.
Opotřebené nebo nevhodné díly zhoršují stabilitu oblouku a mohou zcela potlačit přínos správného nastavení.
Synergické MIG/MAG výrazně zjednodušuje nastavení svařovacího procesu a zajišťuje konzistentní výsledky. Indukčnost je klíčovým parametrem pro jemné doladění oblouku, snížení rozstřiku a optimalizaci vzhledu housenky. Pochopení jejich vzájemného vztahu umožňuje svářečům i technologům využít moderní zdroje naplno – ať už v manuálním, synergickém nebo pulzním režimu.
Ilustrační obrázek byl generován pomocí nástroje ChatGPT (OpenAI). Obrázek slouží pouze k vizuální ilustraci a nemusí zobrazovat skutečné produkt