.png)
STŘÍDAVÝ PROUD
Střídavý proud, též AC (z angl. alternating current), symbol ∿, je termín označující elektrický proud, jehož směr se v čase mění[1], na rozdíl od stejnosměrného proudu DC (direct current), který protéká obvodem stále stejným směrem, i když jeho velikost může být proměnná.
STEJNOSMĚRNÝ PROUD
Stejnosměrný elektrický proud, zkráceně označovaný ss nebo DC (anglicky direct current), je elektrický proud, který protéká obvodem stále stejným směrem, na rozdíl od proudu střídavého.
OBLOUKOVÉ SVAŘOVÁNÍ
Obloukové svařování nebo svařování elektrickým obloukem označuje skupinu metod tavného svařování, u kterých je energie potřebná k roztavení svařovaných ploch dodávaná jako teplo vzniklé při hoření elektrického oblouku. Pro svoji vysokou míru reprodukovatelnosti, relativně nízké investiční náklady, dosahovanou kvalitu a výkon svařování jsou v technické praxi nejrozšířenějšími metodami svařování kovů jak feritických, tak i neželezných (např. hliník, hořčík, atd.).
INVERTOR
Svařovací invertor je zřízení, které usměrní přímo běžné síťové napětí, toto usměrněné napětí potom elektronický obvod přemění na střídavé napětí vysoké frekvence. Toto vysokofrekvenční napětí se transformuje a usměrní na stejnosměrné napětí použitelné pro sváření, tzv. DC napětí. Ve zvláštních případech se ponechá výstup střídavý AC nebo, u moderních přístrojů, se elektronicky přepíná polarita, potom mluvíme o střídavém výstupním napětí AC.
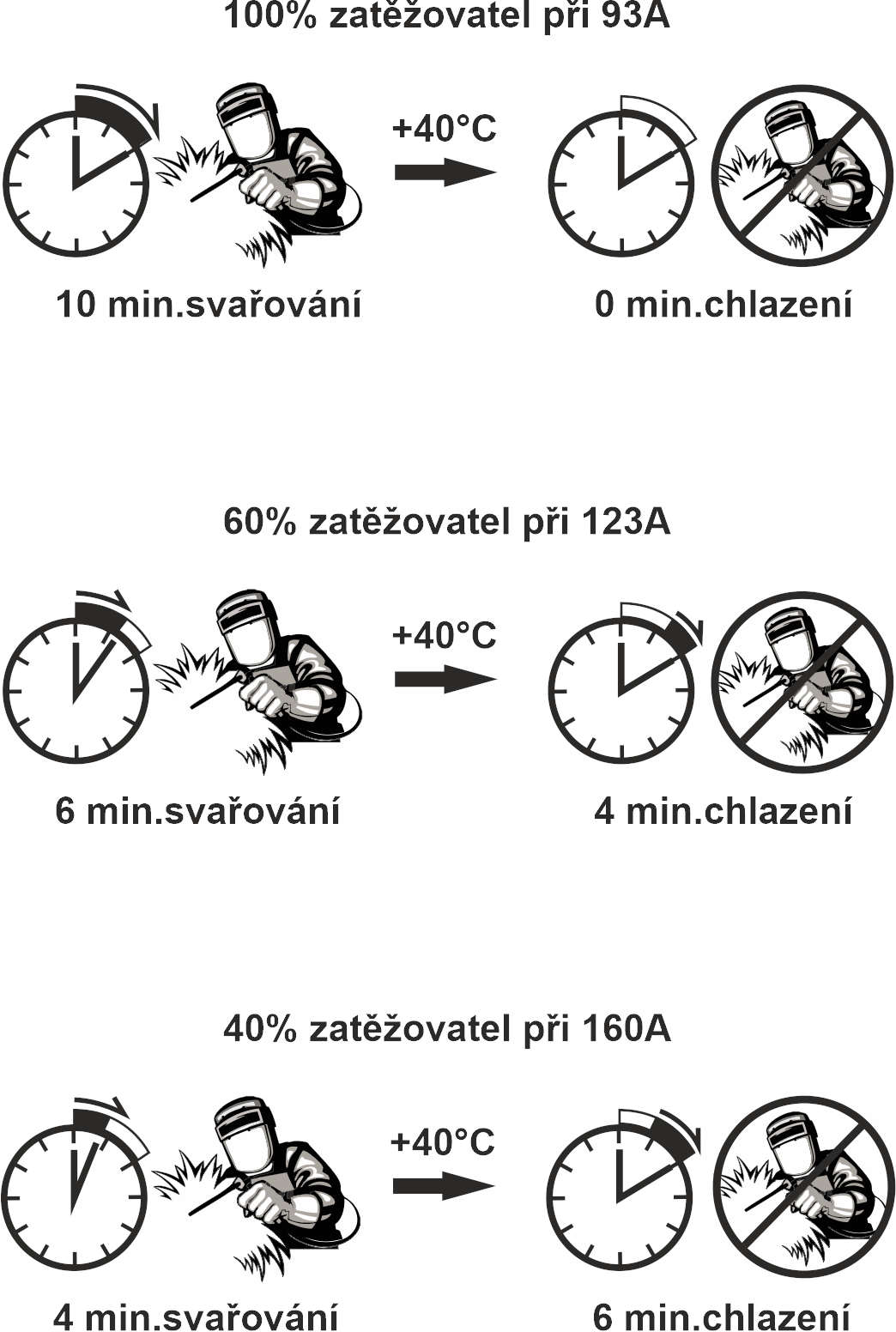
ZATĚŽOVATEL
Svářečka má např. udávaný zatěžovatel: 160A při 30%, 123A při 60% a 93A při 100%. Tento konkrétní parametr znamená, že při teplotě okolí 40°C, do zásahu tepelnou ochranou můžeme nepřetržitě svařovat proudem 160A 3 minuty, potom ponechat pauzu k ochlazení 7 minut. Nebo svařovat proudem 123A po dobu 6 minut a potom udělat pauzu na chlazení 4 minuty, 93A po 10min. 10 minut = 100% Samozřejmě pokud je teplota okolí nižší než 40°C jsou parametry zatěžovatele násobně příznivější.
TAVIDLO
Jako tavidlo se v metalurgii označuje chemická látka, jejímž úkolem je působit jako čistidlo při tvrdém či měkkém pájení nebo při svařování, s cílem odstranit zoxidované kovy z míst, která se spojují. Mezi běžně používaná tavidla patří chlorid amonný nebo kalafuna pro pájení cínovou pájkou, kyselina chlorovodíková nebo chlorid zinečnatý pro pájení pozinkované oceli (nebo jiných zinkových povrchů), a borax pro tvrdé pájení či svařování železných kovů. Různá tavidla, většinou založená na chloridu sodném, chloridu draselném a na fluoridech, např. fluoridu sodném, se používají ve slévárnách k odstraňování nečistot z roztavených neželezných kovů, například z hliníku, a pro přidávání požadovaných stopových prvků, např. titanu.
ARC FORCE
na výstupu invertoru je měření svařovacího proudu. Pokud např. svářeč neudrží elektrodu při práci v konstantní vzdálenosti od svařence, obvod Arc Force přidává a ubírá proud podle parametrů oblouku a tím se vytváří rovnoměrný svár.
ANTI STICK
obvod, který při zapalování oblouku pozná, že by došlo k přilepení elektrody a ihned omezí svařovací proud a tím zamezí přilepení elektrody
HOT START
obvod, který při zapalování oblouku nastaví parametry výstupu invertoru tak, aby usnadnil snadné zapálení oblouku.
PFC
Technologie PFC zajišťuje stabilní svařovací proces při kolísavém napětí v el. síti a to i při použití dlouhých prodlužovacích kabelů a při využití elektrocentrály, aniž by byl zjevný jakýkoliv rozdíl na oblouku.
SOFT START
tzv. měkký start. Funkce zajišťuje pomalý náběh svářečky po zapnutí. S touto funkcí je „vypadávání“ jističů při zapínání svářečky minulostí.
LIFT ARC
dotykové zapalování oblouku při svařování metodou TIG („náškrabem“).
HF
bezdotykové vysokofrekvenční zapalování oblouku při svařování metodou TIG („hodí to jiskru“).
MMA
zkratka označující ruční svařování obalenou elektrodou. (Z angl. Manual Metal Arc)
TIG
zkratka pro svařování netavící se wolframovou elektrodou v ochranné atmosféře inertního plynu – známé jako svařování pod argonem. Většina invertorů pro MMA svařování umožňuje také TIG svařování. (Z angl. Tungsten Inert Gas)
MIG/MAG
S rozšiřujícím se počtem multifunkčních invertorů schopných svařovat také metodami MIG/MAG, nabývají tyto zkratky na významu. MIG (Metal Inert Gas) resp. MAG (Metal Aktiv Gas) znamenají poloautomatické svařování v ochranné atmosféře inertního (Ar, Ar+He), resp. aktivního (CO2, Ar+CO2, Ar+O2) plynu.
BURN BACK
nastavitelná doba dohoření svářecího drátu od vypnutí spínače hořáku pro dohoření svářecího drátu k průvlaku
SHORT ARC
(krátký oblouk) týká se metody MIG-MAG a je to režim odtavování drátu kdy k oddělení kapičky dochází následkem krátkých zkratů na hrotu drátu v tavící lázni. (až 200x za sekundu) Tento způsob je vhodný pro: uhlíkové a nízkolegované oceli, nerez, hliník a slitiny. Aplikace: Svařování ve všech polohách, na jemných površích nebo pro první nános do obroušených hran, výhodou je menší přenos tepla do svařence a dobře ovladatelná lázeň.
SPRAY ARC
(rozstřikovaný oblouk) týká se metody MIG-MAG a je to režim tavení drátu při vyšších proudech a napětí s porovnáním s režimem Short arc a hrot drátu nepřichází do styku s tavnou lázní – z ní vychází oblouk , prostřednictvím kterého přechází kovové kapky pocházející z nepřetržitého tavení drátu, tedy bez výskytu zkratů.
PULZ
je funkce svářečky, která umí změnit průběh svařovacího proudu na pulsující, pulsy se odehrávají se v kladné půlvně svářecího proudu. Sváření se odehrává v modifikované formě režimu „spray arc“. Svářecí proud pulsuje z minimální hodnoty na maximální a frekvence pulsů se dá nastavit. Tuto funkci používají svářečky TIG i svářečky MIG-MAG. Tato funkce umožňuje lépe svařovat tenké materiály. Průběh svařovacího procesu je následující: Zapálí se oblouk ve fázi min. svařovacího proudu a nahřívá se svařenec. V momentě max. hodnoty svářecího proudu dochází k odtavení kapky svářecího drátu (MIG-MAG) a nánosu na svařenec. Pulsace je nastavitelná obvykle v rozmezí 30-300 Hz. Viz obrázek.
SYNERGIE
Synergie při svařování znamená, že při nastavení některého hlavního svařovacího parametru se současně nastaví i ostatní svařovací parametry.
Režim 2T/4T (režim dvoutakt-čtyřtakt)
Dvoutakt-stisknutím tlačítka na hořáku se uvede svářečka do chodu, puštěním tlačítka se zastaví. Používá se u krátkých svárů. Čtyřtakt – stisknutím tlačítka se spustí stroj a pak se tlačítko uvolní a svářečka zůstává v činnosti. Dalším stisknutím a uvolněním se svářečka zastaví. Tento režim se používá při dlouhých svárech, aby „nebolel“ prst. Funkce Čtyřtakt bývá doplňována ještě funkcí Bi-Level, uvádí se do činnosti krátkým zmáčknutím ovládacího tlačítka.
Bi-Level
tato funkce umožňuje ovládacím tlačítkem v průběhu svařování přepínat hodnotu svařovacího proudu ve dvou úrovních. První úroveň je normální nastavený svařovací proud, druhá hodnota je proud nižší, nastavený obsluhou, až na úroveň proudu Ibase.